 ɨһɨ���ֻ����
ɨһɨ���ֻ����







- WY��¯�������¼�ѹװ�����
��ϸ��Ϣ
Ʒ������� �ͺ���WY �ӹ��������� ������ʽ������ ����������� ����ͨ����15-800 mm ���ý�����ˮ;����;��Ʒ;���ָ߸�ʴ��ѧ����;��������;����;����;����;����;Һ����;����;ú��;�������� �ܷ���ʽ��Ӳ�ܷ�ʽ �������� ���������� ����������˫�� ������ʽ���Զ� �㲿������������ ��;����ѹ�� ѹ����������ѹ �����¶������� WY��¯�������¼�ѹװ�� ��Ʒ˵��
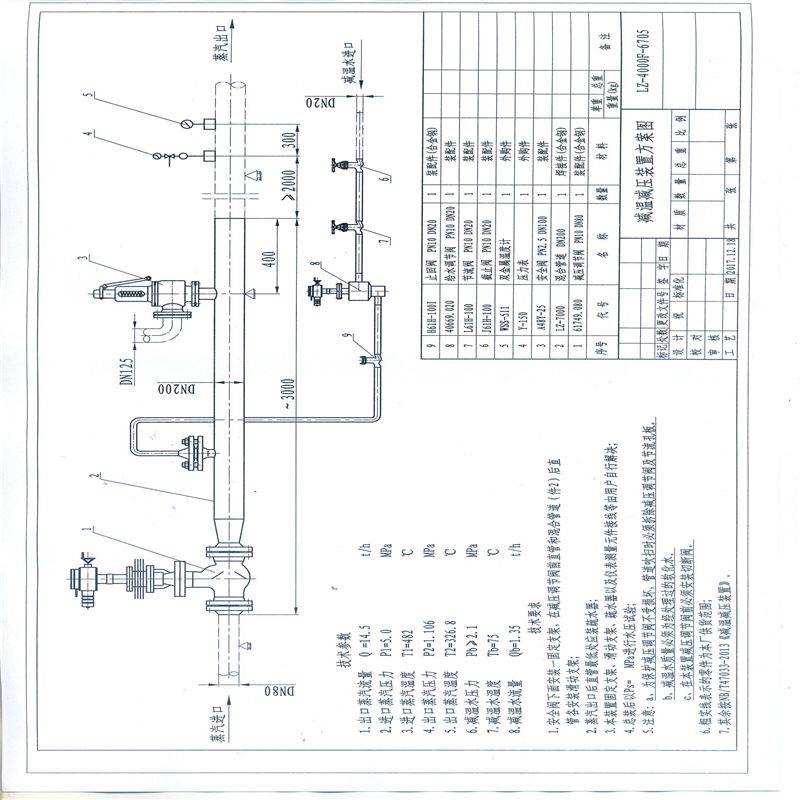
��ʵ������װ���漰��Ҫ���ڵ�վ���᷿��ʯ������ҵ����Ҫ��һ�ּ��¼�ѹװ�á����¼�ѹװ����������������ѹ�����¶ȵ���Ҫװ�ã��ڻ������糧�й�¯�������������������¯��װ������������������¯���������¶ȿ�������Ҫ��Χ�ڣ���ʹ��¯���ֻ����豸����������ش��¹ʡ�ͬʱ���ڻ������Ṥ��ҽҩ��ʳƷ�ӹ���һ��ʹ���������������������У�����������Ϊ��е�����IJ����ṩ�˷dz��õ���Դ������������£����������Ǹ��ʺ�ʹ�õģ����ڹ��ռ��豸��ԭ��ѹ�����¶ȵĿ���Ҳ�DZز����ٵģ�ͨ�����¼�ѹװ�ÿ��Եõ����ʵĶ������������磺�������������Ƴ̲���ʱ��ʹ�ù����������ڵ͵Ĵ���ϵ��������Ч�ʣ�ʹ�ñ������������ʺϡ������ѹ�ĸɱ���������ѹ����ѹʱ�������γ��ڻ�������ȶȡ���������Ҫ�����ȵ���������������Ľӽ����͵��¶ȣ������Ҫ���������ںܶ��������Ҫ�Ը�ѹ���ȵ�����ͬʱ���м��ºͼ�ѹ�����¼�ѹװ����*������Ʒ��

���¼�ѹװ��������Ӧ�Ĺ�ҵ�Զ����DZ������ȿع��ɶԵ�վ��ҵ��¯���ȵ糧�ȴ���������һ�Σ��£�����ѹ��P1���¶�T1���м��¼�ѹ��ʹ���������ѹ��P2���¶�T2�ﵽ�������������Ҫ���¼�ѹװ�ù㷺�����ȵ糧�����й��ȡ�ʳƷ��ҵ��ʯ����ҵ����֯��ҵ����ҵ����ֽ��ֽ����ҵ���̲ݹ�ҵ����ҩ�������ܶ���ҵ��Ϊ�����㲻ͬ�豸����Ҫ���ҹ�˾�ṩ��ͬ���͵ļ��¼�ѹ�����¡���ѹ��������ʵ��ȫ�����ܻ��Զ����ƻ�DCSϵͳ������
�� �� �� �����¼�ѹװ�ø���һ�Σ��£�����ѹ��P1���¶�T1���ɷ�Ϊ���¸�ѹ���¼�ѹװ�á��θ�ѹ���¼�ѹװ�á�������ѹ���¼�ѹװ�ã����¼�ѹװ�ø���ʹ������ֿɷ�Ϊ����װ�á���ѹװ�á����¼�ѹװ�ã�̨�����¼�ѹװ��һ�����һ�����������������Ͷ��������������¼�ѹ����������IJ�������������ѡ�������еļ��¼�ѹװ��һ���������ף�����һ����Ϊ���ã����������еļ��¼�ѹװ��һ�㲻���DZ��ã����õļ��¼�ѹװ��Ӧ�����ȱ���״̬����Ƽ���ʱ���ݶ�����������ȷ��������¼�ѹװ�õ�һ�������ͼ���ˮ��������ˮѹ�����¶�Ӧ������ˮ��������Ҫ��ˮ�ʲ���������Ʒ�ʡ�

�����ļ��¼�ѹװ�á�����װ�úͼ�ѹװ�ã����¼��Ϊ“װ��”�������������IJ������£�����ʽ���ڷ���ѹǰ��Ӧ�����Ҫ���йؼ����淶�涨������ϵͳ����ȫ���飬�����˺ܵ�һ������ķ��š��DZ�������ȴӹܵ��ϲ������ʱװ�̹ܽ�ͨ���ܵ��е����п���Ӧ��գ�������ͬһ��������豸���(�ͣ�ѹϵͳ���(�ߣ�ϵͳ֮��Ӧ��ä����룬��ѹ��ʱ�����
��ѹϵͳ�ڵķ���Ӧ��ϵͳ��*�{�㴦Ӧ���÷�������*�͵㴦������ʽ���ڷ���
����ʽ���ڷ�ˮѹ���鲻�������µ���5�ȵĻ����¶��½��У�����Ӧ��ȡ��Ӧ�ķ�����ʩ���������ѹ���飬��ѹ�ϸ��Ӧ������ϵͳ�ڵ�Һ���ŷŸɾ���
����ʱӦ������ѹ��ͬʱע��۲���ѹϵͳ����λ������������������Ͻ�ѹ����������
��ѹ�ϸ��Ӧ��д�������¼���������йط�����Աǩ�֣���Ϊ�������ϴ浵��
�� ��ѹ����ǿ������һ���Ե����������װ�������װ�����顣ǿ���������ʱ�䣺DN��50mm��1min��DN65��150mm�Ĵ���2min��DN��150mm�Ĵ���3min��
���ƹ���������Ӻ�Ӧ�÷���*��ѹ����1.5�����ÿ�������ǿ�����顣
�� �ܷ�������ʱ��ʵ�ʹ������ʽ��С��ÿ�����ˮ����ʱ���Թ���ѹ����1.1���������飻����������ʱ���Թ����¶���������*�߹���ѹ�����С�����ѹ�������ѹ��֮��Ҫ��С��0.2MPA�����鷽��Ϊ������ѹ�����������ڸ÷��ĵ����ݶ���ʹ����ѹ����*����*Сֵ��Χ���������ء������ı仯��������ͣ�͡���������������ѹ����������ѹ�����ߺرշ���ضϷ�������ѹ��Ϊ*�ߺ�*��ֵ����2min�ڣ������ѹ������ֵӦ���ϱ�1�й涨��ͬʱ������ܵ��ݻ����ϱ�2�й涨Ϊ�ϸ�ˮ��������ѹ����������ѹ����������ѹ��Ϊ��ʱ���رռ�ѹ�������ܷ������飬��2min����й¶Ϊ�ϸ�
——����ѹ��������26Mpa���ҹ����¶Ȳ�����540�棻
——����ѹ��������6Mpa���ҹ����¶Ȳ�����570�档
2 WY��¯�������¼�ѹװ���淶�������ļ�
�����ļ��е�����ͨ�����������ö���Ϊ�������������ע���ڵ������ļ�����������е��ޣ���������������ݣ���������������ڱ�����Ȼ���������ݱ������Э��ĸ����о��Ƿ��ʹ����Щ�ļ���*�°汾�����Dz�ע���ڵ������ļ�����*�°汾�����ڱ�����
GB713—1997 ��¯�øְ壨neq ISO 5832-4��1996��
GB/T912—1998 ̼�ؽṹ�ֺ͵ͺϽ�ṹ���������ְ弰�ִ�
GB/T983—1995 ����ֺ�����neq ANSI/AWS A5.4��1992��
GB3087—1999 ����ѹ��¯����ֹܣ�neq ISO 9329-1��1989��
GB/T3323—1987 ���ۻ����Խӽ�ͷ��������������ּ�
GB/T3274—1988 ̼�ؽṹ�ֺ͵ͺϽ�ṹ��������ְ弰�ִ���neq ROCT14637��1979��
GB/T5117—1995 ̼�ֺ�����eqv ANSI/AWS A5.1��1991��
GB/T5118—1995 �ͺϽ�ֺ�����neq ANSI/AWS A5.5:1981��
GB5310—1995 ��ѹ��¯����ֹܣ�neq ASTM A335:1990��
GB/T9222—1988 ˮ�ܹ�¯��ѹԪ��ǿ�ȼ���
GB/T10868 ��վ���¼�ѹ����������
GB/T10869��վ���ڷ���������
GB/T14957—1994 �ۻ����ø�˿
JB/T1613—1993 ��¯��ѹԪ�����Ӽ�������
JB/T1614—1994 ��¯��ѹԪ�����ӽ�ͷ��ѧ�������鷽��
JB/T2636—1994 ��¯��ѹԪ�����ӽ�ͷ����ͶϿڼ��鷽��
JB/T3375—2002 ��¯�ò����볧�������
JB/T3595 ��վ���� һ��Ҫ��
JB4730—1994 ѹ������������
JB/T5263 ��վ�������ּ�����Ҫ��
JB/T9624 ��վ��ȫ����������
JB/T962—1999 ��¯�ܵ�������ѹ���ּ���������
JB/T9626—1999 ��¯�ͼ���������
JB/T6323—2002
WY��¯�������¼�ѹװ������������
���¼�ѹװ�ÿɶԵ�վ��ҵ��¯�Լ��ȵ糧�ȳ��������������м��¼�ѹ�� ʹ�����¶�ѹ���ﵽ������������Ҫ���¼�ѹ���Ǽ��¼�ѹװ���еĹؼ��������� �¼�ѹ����ʹ������ֱ��Ӱ����¼�ѹװ�õ�ʵ�����ܡ�����Ŀǰʵ�õļ��¼�ѹ���� ������˫��ƽ��ʽ�ṹ�ļ��¼�ѹ���͵�����Ͳʽ�ṹ�ļ��¼�ѹ����˫���ṹ�ļ��� ��ѹ�����������ܷ⣬��ʹ����й¶�������Ͽ���С�ף�����ˮ���������ɸı䣬 ���������ڷ�Χ���ʱ����ˮ������Ч�����ܴﵽʹ��Ҫ������Ͳ�ṹ�ļ��¼�ѹ ���ڲ������������죬�ṹ���ӣ���ǻ�����ݻ��ϴ����˫��ṹ�������ڲ���ͬһˮ ƽ����������ƫ��ɱ��ϸߡ������ּ��¼�ѹװ�ö��ǵ�����ʽ���������㸴�ӹ��ղ� ����ʹ��Ҫ��Ϊ�����û���������¼A�б�A.1�����˹��ο��Ļ�������Ҫ��

4 �ͺ�װ�õ��ͺű�ʾ�������£�
ע1�����ڼ���װ�úͼ�ѹװ�ã��������ֱ���W��Y��ʾ��
ע2���ͺ����йص�ѹ��ֵ��������һλС����
�������ݱ�ʵ������Ҫ����������м�����ȱ�㣬�ṩһ����ƺ�����ʹ�����ܺã��� ���ɱ��͵ļ��¼�ѹװ�á���ʵ�����ͽ���似��������õļ����������ּ��¼�ѹװ�ã���Ҫ�ɼ� �¼�ѹϵͳ����ˮϵͳ����ȫ����ϵͳ�������ܵ�ϵͳ��ɣ���ˮϵͳ����¼�ѹϵͳ �����ӣ������ܵ�ϵͳ�����������м�ѹϵͳ�Ͱ�ȫ����ϵͳ�����¼�ѹϵͳ��Ҫ���� �м��¼�ѹ���ͽ����װ壬��ˮϵͳ��Ҫ������ֹ���������������ڷ���ֹ�ط�����ȫ ����ϵͳ��Ҫ��������ȫ���ͳ�����ȫ���������ܵ�ϵͳ��Ҫ���������ܵ������¼�ѹ ��������װ���ӣ�
WY��¯�������¼�ѹװ������Ҫ��
5.1 ����
װ������Ʋ����Ĺ��������в����ֳ���ȷ��װ���ԣ��������������q������������¶�t2�����������ѹ��p2������ˮƽ��ʹ������Ӧ�ֱ���ϲ��ﵽ����5.2��5.5���涨��Ҫ��
5.2 ������������q
���¼�ѹװ�ó�������������仯��ΧΪ0.3q��q��������Ҫ�߿��ɹ���˫��Э�̡�
5.3 ����������¶�t2
5.3.1����������¶ȱ����ڱ����¶����ϣ��������¶ȣ���
5.3.2����������¶ȵ���ͷ��Χ*СֵΪ����������¶�t2±5�档
5.4 ���������ѹ��p2
���������ѹ������ͷ��Χ�ǣ�
a�� �����������ѹ��С��0.98Mpaʱ��Ϊp2±0.04Mpa��
b�� �����������ѹ��������3.8Mpaʱ��Ϊp2±0.006Mpa��
c�� �����������ѹ������3.8Mpaʱ��Ϊp2±0.15Mpa��
5.5JB/T6323—2002�������ϼ���װ�� ����
װ����������ʱ���ڼ��¼�ѹ������ѹ��������������ͬһˮƽ������1m����ܱ�1m��������������������ˮƽӦ������85dB��A��������������Ҫ��������˫��Э�̽����
6 JB/T6323—2002�������ϼ���װ�ü���Ҫ��
6.1 һ��Ҫ��JB/T6323—2002
6.1.1 װ�õ���������Ӧ���ϱ��¹涨��,��Ӧ����ͼ��Ҫ��
6.1.2 ��װ�����Ŀ���װ��Ӧ������װ�õ��������С�
6.1.3 ���¼�ѹ������ѹ����Ӧ����GB/T10868�Ĺ涨��
6.1.4 ���ڷ�Ӧ����GB/T10869�Ĺ涨��
6.1.5 ��ȫ��Ӧ���ϡ�������¯��ȫ��������̡���JB/T9624�Ĺ涨
6.1.6 բ������ֹ����ֹ�ط����������ȷ���Ӧ����JB/T3595�Ĺ涨��
6.1.7 װ���е������ܵ�����Ϲܵ��Լ��ܼ�Ӧ��GB/T9222—1988����ǿ�ȼ��㡣
6.2 ����
6.2.1 �����װ弰���Ƶ������ܵ��ͻ�Ϲܵ��øְ�Ӧ����GB713—1997�Ĺ涨��
6.2.2 �����ܵ���ҵ����������õı��ְ�Ӧ����GB912—1989�Ĺ涨�����õ�������ְ�Ӧ����GB3274—1988�Ĺ涨��
6.2.3 �����ܵ��ͻ�Ϲܵ�����ֹܣ�����ܵĽ��ʲ���Ϊ����ѹʱӦ����GB3087—1999�Ĺ涨������ܵĽ��ʲ���Ϊ��ѹʱӦ����GB5310—1995�Ĺ涨��
6.2.4 ���ּ�����Ӧ����JB/T5263��JB/T9625—1999�Ĺ涨��
6.2.5 �ͼ�����Ӧ����JB/T9626—1999�Ĺ涨��
6.2.6 �����ò��ϲ���ֺ���Ӧ����GB/T983—1995�Ĺ涨��̼�ֺ���Ӧ����GB/T5117—1995�Ĺ涨���ͺϽ�ֺ���Ӧ����GB/T5118—1995�Ĺ涨�������ø�˿Ӧ����GB/T14957—1994�Ĺ涨��
6.2.7 ���ϴ���Ӧ����ǿ�Ⱥͽṹ�ϵ�Ҫ�����辭�ò�Ʒ����Ʋ���ͬ�⡣
6.3 ���ӺͲ���
6.3.1 װ�õĹܵ��ܵ�Ԫ�������¼����ѹ�����ĺ���Ӧ�ɳ�����Ӧ����“��¯ѹ�����������ϸ�֤”����Ա���Ρ�
6.3.2 ���Ӻͺ��ӷ���Ӧ����JB/T1613—1993�Ĺ涨��ʩ��ǰӦ����������¯��ȫ��������̡����к��ӹ����������������ۼ��������ⰴ����7.2��7.3�Ĺ涨��
6.3.3 ���췵��ʱӦ��ԭ���������Ҫ�������ۼ��������⣬ͬһλ���ϵķ����ó������Σ��������ε��辭���쵥λ�ܼ�������������
6.3.4 ���ּ��IJ���Ӧ����JB/T3595�Ĺ涨��

7WY��¯�������¼�ѹװ�����������
7.1 ��������
װ������ѹ����ʹ�õIJ��ϣ��������ģ�Ӧ��JB/T3375—2002�涨�����볧���ա�
7.2 ��ۼ��
7.2.1 �������γߴ�Ӧ����ͼ�������ļ�Ҫ��,����߶Ȳ�����ĸ�ı���,������ĸ��ӦԲ�����ɡ�
7.2.2 ���Ӽ�����Ӱ��������Ӧ�����ơ�δ�ۺϡ����������Ӻ����ס�
7.2.3 װ����Ҫ��ѹ�����ݷ�ͻ���Ӧ��ҧ�ߣ����������ҧ�����Ӧ������0.5mm��ҧ���ܳ��Ȳ����ں��쳤�ȵ�20%�Ҳ�����40mm��
7.2.4 �����ŵ����������Ӧ����ͼ��Ҫ���⣬��Ӧ����JB/T3595�Ĺ涨��װ�����ĸ��ࣨ�л���ִ�л��������ž�Ӧ���пɲ����������飬Ҫ��������������㡢ƽ�ȣ����κο��������г̿��غ�ת�ر��������л��������ɿ�ȷ��
7.3 ������
7.3.1 ���ຸ���������Ӧ�ɳ���Ӧ����ͼ����ȼ���“��¯ѹ��������������Ա�ʸ�֤��”����Ա�е���
7.3.2 ���ຸ���������Ҫ�������������1�涨��
7.3.3 �������������ߺͳ��������ĺ��죬�緢��ȱ��ʱ��Ӧ��ȱ�����췽���⣬������������������쳤�ȵ�10%��������������л��ɣ���Ӧ����100%��
7.4 ��ѧ��������
7.4.1 ��Ҫ��ѹ���ĶԽӺ������ѧ���������Ҫ��Ӧ����JB/T1613—1993�Ĺ涨��
7.4.2 ��Ҫ��ѹ���ĶԽӺ������ѧ��������ķ���Ӧ����JUB/T1614—1994�Ĺ涨��
7.5 �������
7.5.1 �����������Ҫ��Ӧ����JB/T1613—1993�Ĺ涨��
��1 ���ຸ���������Ҫ���������
�������
��ⷽ���ͼ������
������
��Ҫ��ѹ�����ݺ���
ÿ������100%����⣬
������25%���������
����⣺GB/T3323—1987����Ƭ����������AB�����������������ڢ�
��������⣺JB4730—1994��
�������������ڢ�
�ŷۼ�⣺JB4730—1994��
�������κ����ƺͳ������ף��ź���ʾ��������
��Ҫ��ѹ���Ļ�����
ֱ������159mm��ں�С��20mm
ÿ������100%�������������
ֱ��������159mm
ÿ����������25%������������⣬Ҳ�ɰ������ڻ���������25%���г��
�ܽ�ͷ�Ǻ��죨������ѹ����С��3.82Mpa���¶Ȳ�С��450�洦��
��С�������Ӻ���������10%���дŷۼ����
7.5.2 ����������ķ���Ӧ����JB/T2636—1995�Ĺ涨��
7.6 ˮѹ����
7.6.1 װ����ѹ����ˮѹ����Ӧ����������ȴ�������У�����ѹ�������������ѹ��P2������������¶�t2ȡJB/T3595��Ӧѹ��—�¶ȵȼ�����200��ʱ*����������ѹ����1.5������ѹʱ������5min��Ҫ������©���ṹ���ˡ�ˮѹ����ϸ��Ӧ��ˮ�ž��������ݲ��Ϻͽṹ�ص��ȡ����ʴ��ʩ��
7.6.2 �����ŵĿ���ǿ������Ҫ������©�ͽṹ���ˣ�����ѹ���ͳ���ʱ�䰴JB/T3595�Ĺ涨��
7.6.3 �������ܷ�Ҫ��İ�ȫ�����뾭����ѹ��������ܷ�ѹ�������飬����淶Ҫ��JB/T9624�Ĺ涨��
7.6.4 ����©��Ҫ��ļ��¼�ѹ������ѹ���������ڷ��ɷֱ�GB/T10868��GB/T10869�涨����©���ȼ������ܷ���©�����顣
7.7 ��ʽ����
7.7.1 ��ʽ�������Ŀ������5.2��5.5��
7.7.2 �ڽ�������ѹ��С��9.8Mpa�ʹ��ڵ���9.8Mpa������ѹ��ϵ���У���ƽṹ��ͬ��װ�ã�������Ӧ��װ��ʹ���ֳ�����һ����ʽ���������ܲ��ԣ����ﵽ����5.2��5.5�涨������Ҫ������Ӧ�ﵽ���Ҫ��
7.7.3 װ����ʽ����Ӧ�й����Ͽɵļ������μӡ�
7.8 ������¼
���쵥λӦ��ͼ���ͱ����涨���м������գ�������Ҫ�����Ŀ��������֤�����С�

8 WY��¯�������¼�ѹװ����־������Ͱ�װ
8.1 ��־
�����ϸ��װ���������ܵ�������λ��װ�����Ʊ�־�����Ʊ�־�����ٰ����������ݣ��ͺš���Ʋ��������쵥λ���ơ���Ʒ��š����鹤�ź��������ڡ�
8.2 ����
8.2.1 װ�������ܵ����ӹܵȷǼӹ�����Ϳ������ᣬ��¶�ӹ���Ϳ���������֬�����͡���ҵ�÷�ʿ�ֻ��������ͣ���
8.2.2 װ��������ɫ�����쵥λȷ������Ҫ��
8.3 ��װ
8.3.1 ���ܵ����������DZ��������ŵȾ���������װ��ľ�䣬����ȡ��Ч�ķ����ʪ��ʩ��
8.3.2 ��װ���ϡ��ߴ�����������쵥λ��Ҫ��ȷ����
8.3.3 װ���йܵ��˲��ͷ���Ӧ��ľ�ǻ����ϸǶ�ס��
8.3.4 �����ļ�Ӧ������
a�� ��ͼ��������������ԣ������������ӳߴ��֧��λ�ã���
b�� װ�ü���������
c�� װ������˵���飬������
1�� ��Ҫ��ѹ���IJ����ƺš���ѧ�ɷ֡���ѧ���ܱ��棻
2�� ��Ʒ�����Լ���ѧ�������鱨�棻
3�� �����ⱨ�棻
4�� ˮѹ���鱨�棻
5�� ��ۼ����γߴ����鱨�棻
d�� װ�úϸ�֤�������ͺš���Ʋ��������쵥λ���ơ���Ʒ��š����鹤�ź��������ڣ���
e�� ���š�����ϵͳ�Ⱥϸ�֤��
f�� װ��ʹ��˵���顣����Ҫ��
��A.1 ��������Ҫ��
װ�õ��ͺ�
װ�õ�����
�������ף�
������������q t/h
�仯��Χ
��������ѹ��q1 MPa
�仯��Χ
���������¶�t1 ��
�仯��Χ
���������ѹ��q2 MPa
ƫ�Χ
����������¶�t2 ��
ƫ�Χ
����ˮѹ��Pb MPa
�仯��Χ
����ˮ�¶�tb ��
�仯��Χ
���� dB��A��
װ�ò��÷�ʽ���ṹ��ʽ
��ʽ��
��ʽ��
������ܳߴ�
������
������ܳߴ�
������
����ˮ
����ܳߴ�
���ӣ�
���ӣ�
������ܲ���
������ܲ���
���Ʒ�ʽ
�綯���ơ� �������ơ� Һ�����ơ�
Ҫ���ṩ���ļ�
��Ҫ�İ�װ���Է���
����
ִ�б�
JB/T6323—2002�����¼�ѹװ�á�
����Ҫ��
ע��δ�ر�ע���ߣ�ѹ��ֵ��Ϊ��ѹ��
�����ķ���Ϊ���Σ�����ǻ��Ϊ����ṹ������ �ķ����뷧��֮�����з������ϣ��������ϵ��ϲ����з�������ѹ�ǣ������ķ����뵼 ����֮�����з������ϣ��������ϵĵײ����з�������ѹ�ǣ��ϲ����г��ס���ʵ�����������Ч����ʵ����й©�����ٷ���й©���������������ڷ� �ȣ���ߵ���ѹ�����¶Ⱦ��ȣ�����ܵ��������ڱ�ֱ���ܳ�ʴ���ӳ����¼�ѹװ���� ����

һ�ּ��¼�ѹװ�ã���Ҫ�ɼ��¼�ѹϵͳ����ˮϵͳ����ȫ����ϵͳ�������ܵ� ϵͳ��ɣ���ˮϵͳ����¼�ѹϵͳ�����ӣ������ܵ�ϵͳ�����������м�ѹϵͳ�Ͱ� ȫ����ϵͳ��ժҪ��ʵ������װ���漰��Ҫ���ڵ�վ���᷿��ʯ������ҵ����Ҫ��һ�ּ��¼�ѹװ�á�����Ҫ�ɼ��¼�ѹϵͳ����ˮϵͳ����ȫ����ϵͳ�������ܵ�ϵͳ��ɣ���ˮϵͳ����¼�ѹϵͳ�����ӣ������ܵ�ϵͳ�����������м�ѹϵͳ�Ͱ�ȫ����ϵͳ�����¼�ѹϵͳ��Ҫ�����м��¼�ѹ���ͽ����װ壬��ˮϵͳ��Ҫ������ֹ���������������ڷ���ֹ�ط�����ʵ������ʵ����й©�����ٷ���й©���������������ڷ��ȣ���ߵ���ѹ�����¶Ⱦ��ȣ�����ܵ��������ڱ�ֱ���ܳ�ʴ���ӳ����¼�ѹװ����������Ҫ��ʵ���˷��Ż���һ�廯���Զ��������ܻ�������ѹ�����¶ȵľ�ȷ���ơ�
������֪��
һ���ٲ�Ʒ�������ͺŢڿھ����Ƿ�������Ա����ǵ�Ϊ����ȷѡ�͢�ʹ��ѹ����ʹ�ý��ʵ��¶ȡ�
�������Ѿ�����Ƶ�λѡ����˾���ͺţ����ͺ�ֱ������˾���۲�������
������ʹ�õij��Ϸdz���Ҫ���Ƚϸ���ʱ,���������ṩ���ͼֽ����ϸ�����������ǵķ��Ź�˾ר��Ϊ����˰ѹء��������ʣ���������ѯ������һ���ᾡ�ľ���Ϊ���ṩ���ʵķ���
-
��Ӧ�̵����������Ϣ
�鿴����




�� ��
-
��Ʒ����
�Զ�������





