 ɨһɨ���ֻ����
ɨһɨ���ֻ����











- SAF2507�س���˫���ѹ������ֹ�����
��ϸ��Ϣ
Ʒ������� �ͺ���SAF2507 ����������� ������ʽ������ ����ͨ����15-800 mm ���ý�����ˮ;����;��Ʒ;���ָ߸�ʴ��ѧ����;��������;����;����;����;����;Һ����;����;ú��;�������� ѹ����������ѹ �����¶������� �������������� ������ʽ���ֶ� �㲿������������ ��̬������ʽ ��������ͨʽ �������� ���������� SAF2507�س���˫���ѹ������ֹ�� �س���˫���ѹ������ֹ�� ˫���ѹ������ֹ�� �س���˫���ѹ��ֹ��
SAF2507�س���˫���ѹ������ֹ�� ��Ʒ˵��
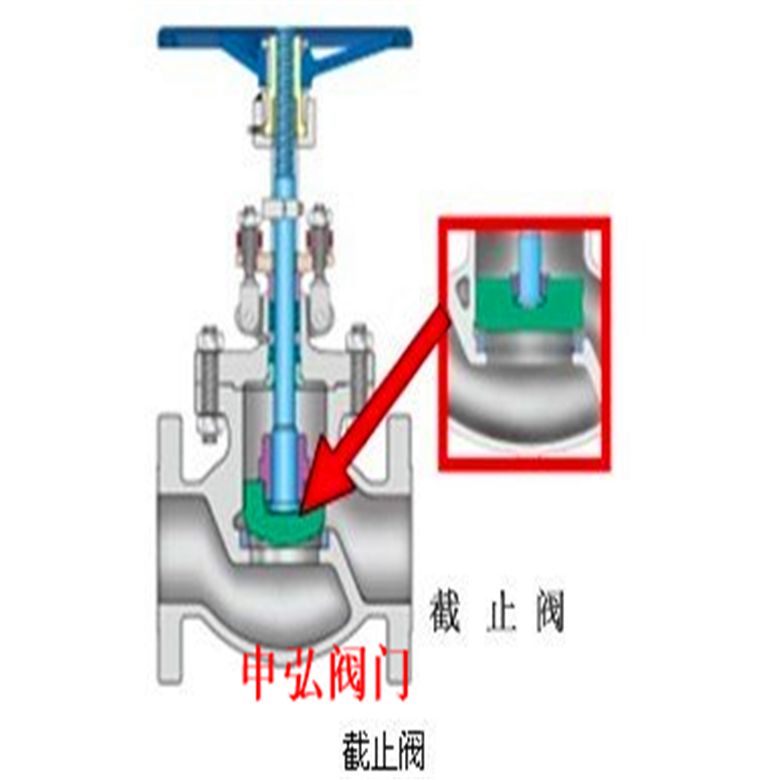
�ͼ�˫���ֽ�ֹ�������е�������������������ϵ����ܺͷ��ű����Ľṹ�ص��������ģ���ˣ��������˽�һ��˫��ֲ��ϵ��ص㣺��ν“˫����”�����������֯����������Ͱ��������Լ��ռһ�룮һ��������Ҳ������30����˫��������������֯�д���������Ͱ����壮������߱������岻��������еĽϸ�ǿ�ȡ����Ȼ���Ӧ����ʴ���ܺͰ����岻��������е��������Ժͺ������ܵ��ŵ㡣Ϊ�о�����˫����00Cr32Ni7Mo3.5N(SAF3207)�ĸ���������,��3207�ֽ���������ʵ�鲢�����Ͽ���ò���������,������¶���1300�桢Ӧ�����ʵ�0.1s-1ʱ,��ʹ���������ʴ�82.7%,�����¶ȴ�1000��������1300��,��������������,���ѷ�ʽ�Ӵ��Զ���ת�������Զ��ѡ�00Cr25Ni7Mo4N(SAF2507)˫�������,3207�ֵ������Ե���2507��,3207�ֵĿ����¶�Ϊ1300��,�������¶ȱ������1150�档��2507�ֵĿ����¶�Ϊ1250��,�����¶ȸ���1000�档ʹ��Thermo-Calc��������˫��ֵ�ƽ����ͼ,��˫��ֽ����˲�ͬ�¶��ȴ����Թ۲��������֯���ݱ����,����������������������˸ֵ����������¶ȵĹ�ϵ��������ǻ����ѹ���Խ�ʽ�ܷ�ṹ����ǻѹ��Խ���ܷ�����Խ�á�֧������Ϊ�Ժ����ӣ���Ӧ��ͬ�Ľӹ�Ҫ���ꡢ�������ܷ������stellite ˾̫���ܻ�Ӳ�ʺϽ�Ѻ����ɣ���ĥ�����£����������ܺá�ʹ�����������������Ϻ����Ժ���,���ϼӻ�ʴ��,�ܷ�ɿ�,����ƽ�ȡ����ž������ܷ�ṹ,��֤���ſ�������ʱ���˴�������©���綯��ֹ���Ŀ����ر��ɵ綯װ�������ƣ��綯װ�÷ֱ�����ר�õ������������ת�ؿ��ƻ������ֳ������������ֶ����綯�л����������͵ز����⣬���ɽ���Զ���������

�ص㣺
1)����ǿ�ȱ���ͨ�����岻��ָ�һ���࣬�Ҿ��г�����Ҫ���㹻�������ԡ�����˫�������촢��ѹ�������ıں�Ҫ�ȳ��õİ��������30-50%�������ڽ��ͳɱ���
2)�����������Ӧ����ʴ���ѵ���������ʹ�Ǻ��Ͻ���*�͵�˫����Ҳ�бȰ����岻��ָ��ߵ���Ӧ����ʴ���ѵ������������ں������ӵĻ����С�Ӧ����ʴ����ͨ�����岻������Խ����ͻ�����⡣
3)�����������Ӧ��*�ձ��2205˫���ֵ���ʴ��������ͨ�� 316L�����岻��֣�������˫���־��м��ߵ���ʴ�ԣ���һЩ�����У�����ᣬ�������������ȡ���ߺϽ�����岻��֣�������ʴ�Ͻ�
4)�������õ��;ֲ���ʴ���ܣ���Ͻ����൱�İ����岻�����ȣ�������ĥ��ʴ��ƣ��ʴ���ܶ����ڰ����岻��֡�
5)�Ȱ����岻��ֵ�������ϵ���ͣ���̼�ֽӽ����ʺ���̼�����ӣ�������Ҫ�Ĺ������壬���������ϰ�����ȡ�
6)�����ڶ��ػ��������£��Ȱ����岻��־��и��ߵ�����������������Խṹ��Ӧ��ͻ���¹����ײ����ը�ȣ�˫�����������ԣ���ʵ��Ӧ�ü�ֵ��

�Ϻ���뷧������˾��Ӫ�����У���ָ�رռ������꣩�ط����������ƶ��ķ��š����ݷ���������ƶ���ʽ������ͨ�ڵı仯���뷧���г̳���������ϵ�����ڶֽ�ֹ���ķ��˿�����ر��г���Խ϶̣����Ҿ��зdz��ɿ����жϹ��ܣ������ڷ���ͨ�ڵı仯�뷧����г̳���������ϵ���dz��ʺ��ڶ������ĵ��ڡ���ˣ��ֽ�ֹ���dz��ʺ���Ϊ�жϻ�����Լ�����ʹ�á� �ַ��ż�˵�����ڶʹ�ĸ��Ʒ��ţ�����ָ���ö��췽�������������ĸ��ֶͲĺͶͼ����ּ����ŵ����������ּ��ߣ��ܳ��ܴ�ij�������ã����ԡ����Ժ������������ѧ����Ҳ�������ּ��ߣ����Է���һЩ��Ҫ�Ļ��������Ӧ�����öּ�����һ�����ڸ�ѹ�ܵ���������֯ϸ�ܣ������ڸ�ѹ�������ص㡣
�����Ƕ�ѹ��������ɲ���֮һ,��е�и��ظߡ����������Ͼ�����Ҫ���,����öͼ�,��״�ϼĿ������Ƶĺ��Ӽ�,�Ͳİ�ij��⡣ͨ�������������������ϵĺ��Ͽ�����̬���ɡ�
��ȷ��ѡ�����ȶ���߲�Ʒ���������ͳɱ��кܴ��ϵ�����������Ҫ����̼�ظ�,����ֺͺϽ�֡��������ָ�����ڱ���ǰ�ĺ���������κ��ģ�����֮�ȡ����ϵ�ԭʼ״̬�����������ϡ�Һ̬�����ͽ�����ĩ�ȡ�
�ͼ��Ļ�е����һ������ͬ�����ϵ�����,������ͨ����ѹ��е�Խ���ë��ʩ��ѹ����ʹ�������ϲ������Ա����Ի�þ���һ����״�ͳߴ��һ�е���ܽϺõļӹ�������

SAF2507�س���˫���ѹ������ֹ���ַ��Žṹ���գ�
���������������ֱ��Ӱ�쵽�������е��������䰲ȫ�ԡ���ˣ��ڷ��Ź����������ӻ���䰲ȫ��Ҫ��ϸߵ�����£�Ӧ���ö��췧�塣����DN50���µ�բ������ֹ����ֹ�ط��ȣ����ڴֲ��������������κ����˷����Ĺ��գ�Ҳ�г�����ͨ����һ�������͡�������2�����ϴ�ھ��ķ��壬����ȱ�������������Ҫ�����Ͷ�������豸��Ҫʵ�ֹ������Ĵ���������������һ�����Ѷȡ����ԣ����೧�Ҵӹ�����ڴ��ͷ���ͼ������������һЩ��ҵ��������ʹ�öͺ��������S�Ϻ���뷧������˾�ͽ���һ�ֲ��ü�һ�������¼��������������ʡ�����ŵ㣬ͨ���Է�����ι��յ������о����ó����Ͷַ������һ�����ι��ղ�����
��һ�����ι������Լ��б���Ϊ���Ľ������Լӹ����̡��ó��ι��յĻ�����ѧ�ص�����ʹ��ѹ����ñ�Ƚ��͡��Ӷ�Ҳ�ؽ����˳��ι��������豸�Ķ�λ��ͼlΪ֦���������һ�����ε�ԭ��Ͳͼ��ͼ������Ϊ��һ�����ι����м��б��δ�λ�á����������߸���������ļ��б����⡣����ë�����ಿ�ֽ�������С��������ʽ�ı��Ρ��ڳ�ͷ�������¡��������д��м䲿�ֵĽ����Խ���ƽ�Ƶķ�ʽ����ģ�߰�ǻ�� �γ�֦�档����ͼ2��ʾ����֦��Ľ�ֹ�����塣�����ȼ�һ��������֦��Ȼ�������֦�棬����֦����ο����ڳ�ͷһ���г�����ɡ�

SAF2507�س���˫���ѹ������ֹ��J41H�ַ����˽�ֹ��150Lb~600Lb��������ϸ��
���
�������
CS to ASTM
AS to ASTM
SS to ASTM
Type A105
Type F22
Type F304��L��
Type F316��L��
1
����
A105
A182 F22
A182 F304��L��
A182 F316��L��
2
��Ƭ
Corrugated SS+graphite
SS+PTFE
3
��˨
A193 B7
A193 B16
A193 B8
A193 B8M
4
Բ����
A276 420
A276 304
5
����ѹ��
A276 410
A182 F304��L��
A182 F316��L��
6
�����˨
A193 B7
A193 B16
A193 B8
A193 B8M
7
��ĸ
A194 2H
A194 4
A194 8
A194 8M
8
������ĸ
A276 410
9
��ĸ
A194 2H
A194 4
A194 8
A194 8M
10
����
SS
11
����
A197
12
����ѹ��
A216 WCB
A351 CF8
13
����
Flexible Graphite
PTFE
14
����
A105
A276 304
A182 F304��L��
A182 F316��L��
15
����
A182 F6
A182 F304
A182 F304��L��
A182 F316��L��
16
����
A276 420
A276 304
A276 304��L��
A276 316��L��
���ý���
ˮ����������Ʒ��
ˮ����������Ʒ��
���ᡢ�����
�����¶�
-29�桫425��
-29�桫550��
-29�桫180��
ע�⣺�ͻ��������������Ҳ�ɲ��á��ܷ���������ɿͻ�ָ���ڼ����ž�����
CS=̼�֣�AS=�Ͻ�֣�SS=����֣�
SAF2507�س���˫���ѹ������ֹ���ߴ磨mm����������kg��NPS
1/2"
3/4"
1"
11/4"
11/2"
2"
L��RF��
L1��BW��150Lb
108
117
127
140
165
203
300Lb
152
178
203
216
229
267
600Lb
165
190
216
229
241
292
H������
150Lb��300Lb
166
171
207
240
258
330
600Lb
171
207
240
258
330
380
W
100
100
125
160
160
180
����
150Lb
RF
4.5
6.9
9.8
13.5
19.5
28.0
BW
2.3
3.6
7.8
8.2
12.0
15.0
300Lb
RF
4.8
7.7
11.0
16.8
21.2
32.6
BW
2.8
4.0
8.5
9.2
12.6
16.8
600Lb
RF
5.6
7.8
12.5
17.0
23.5
38.8
BW
3.4
4.7
9.2
10.5
13.3
18.9
��ֹ���İ�װ����һ��Ҫ��ģ���Ҫ����ָʾ�ķ���ȥ��װ�������װ���ˣ�����ܻ�������⡣�������������£���ֹ���İ�װ��ʲôҪ��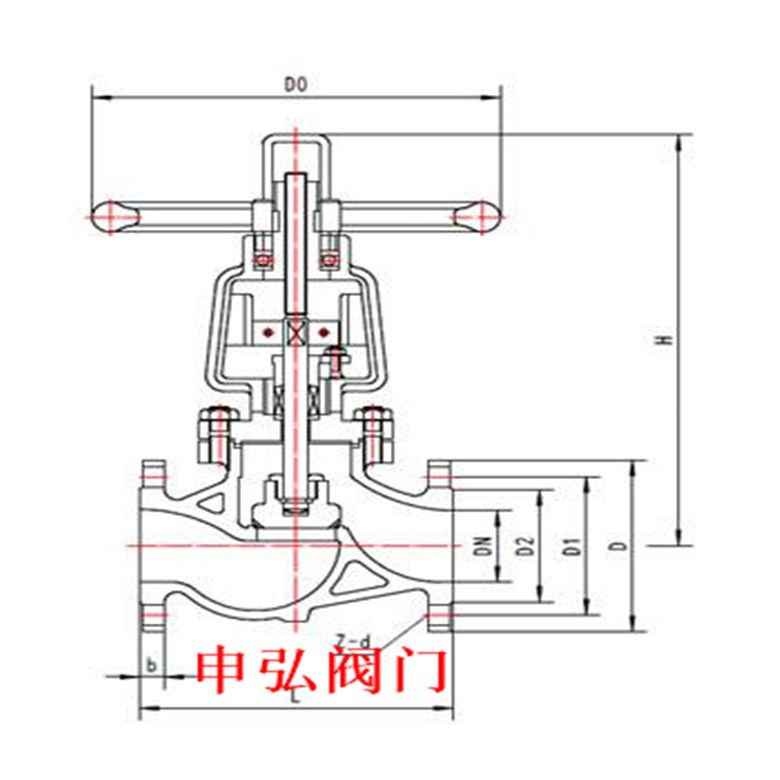
1�������ԡ�
��ֹ���Ǿ���һ�������Եģ��ϸ�����ȷ�ķ���װ��һ�����ķ�������һ�������ͷ��ʶ��������Ҫ���ղ�ͬ���������ķ���ͼ�ͷ�������һ�¾Ϳ���װ�ˡ����û�м�ͷ��ʶ������ֱ�Ӱ���“�ͽ��߳�”��ԭ��Ҫ���з����ж�������������ṩֱ���ж������ڸߵͣ����Կ��������˽ӿڣ�������һ�£������ߵ����dz��ڣ�ֱͨ�����ǽ��ڡ���������Ժ���Ҫ����Ҫװ����
2���ֱ�������ʽ�Ľ�ֹ���ް�װλ��Ҫ��
�����ֱ�������ʽ��ֹ��ʱ������Ҫ����ˮƽ��ֱ��װ��Ҳ����Ҫ�����ֱ��Ķ�λ��ֻҪ�������㣬λ�ú��ʣ����ɰ�װ��
3����ֹ����������Ҫ�пռ䡣
���ݽ�ֹ���Ŀ����ر�ԭ�����䷧���ڿ���״̬�����쳤�ģ��ڹر�״̬�������̵ġ���ˣ��ڰ�װʱ����Ҫע����ǣ�����Ҫ�ڷ��˴�Ԥ�������ռ䣬��Ҫ���Ƿ��˵Ĵ�ֱ�����ռ䣬�Է�ֹ���ŵ��������ա�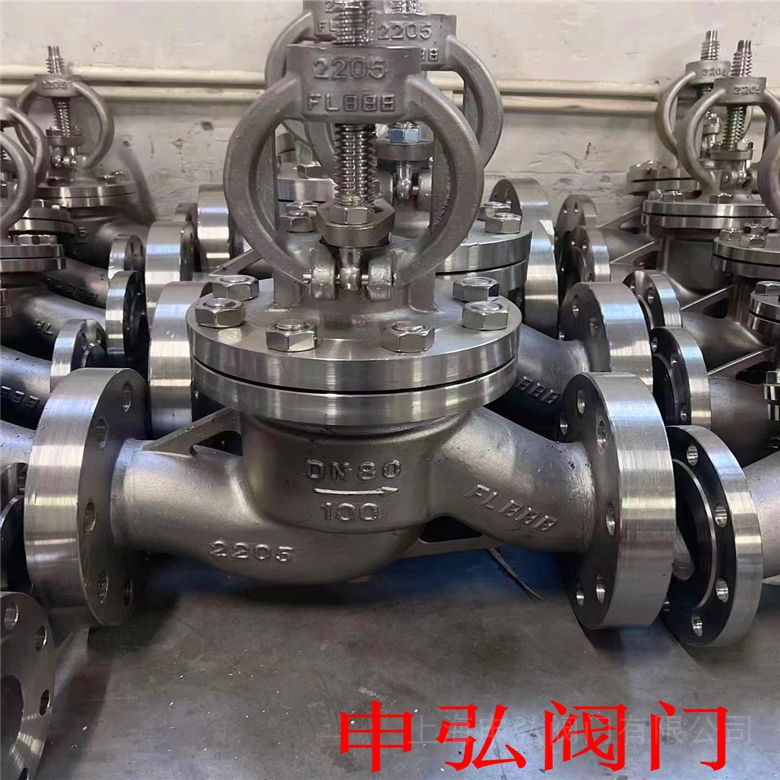
���ǽ�ֹ����һЩ��Ҫ��װ����Ҫ�����д�������Ƚϴ�ģ�Ҳ���׳��ְ�װ�����Ե����⣬��Щ���ѻ��ʣ������ֹ������װ�������ô�����������ȷʵ��һ����Ӱ�졣�������������£���ֹ������װ����ᵼ��ʲô�����
1���رպ����Դ�
���ݽ�ֹ���Ľṹ�����ǿ��Կ���������ڲ�ͨ��Ϊ��ƽ��s�ͣ�������λ��s�͵��м䣬������ͨ����Ϊ�����������ڹر�ʱ���ȿ��ڷ������ܷ⡣��ֻ��������²�����ѹ�������Ը����״�������������ϲ�����ѹ�������ѹ���������������ŵ�ѹ������ʱ������ˡ�
2�����ܻ�Ӱ�췧�ŵ��ܷ��ԡ�
ͬ�����ݽ�ֹ���Ľṹ�����ǿ������Կ�����ֹ������Ҫ�ܷ���ϲ����������������ҵ���������رշ��ŵ�ʱ��Ҳ�����ϰ벿��һֱ���Ǵ��ڳ�ѹ״̬��һ������֮�����һ���ܷⲻ�ϵ�״���������ڹرշ��Ź���״̬�����ǻ�����й¶�����෴�ķ������û�н�����������ǡ�
3�����뷧�ŵ��۹���Ӱ��ʹ�á�
���������Ƕ�֪�����ǹ�·����һЩ���壬���ݽ�ֹ���Ľṹ����������϶����������ŵģ����ڷ���ĵ����أ���ɳ���۹��ܿ��ܻ�ۼ��ڷ����ϲ��������Ƿ������Լ������ϲ�ǻ���ڣ����ڷ���ͷ����������ƶ��ģ������Щ��������谭����������ƶ������������������ط��š�
������֪��
һ���ٲ�Ʒ�������ͺŢڿھ����Ƿ�������Ա����ǵ�Ϊ����ȷѡ�ܵ͢�ʹ��ѹ���ݵ�ʹ�ý��ʵ��¶ȡ�
�������Ѿ�����Ƶ�λѡ����˾���ͺţ��밴�ͺ�ֱ������˾���۲�������������ʹ�õij��Ϸdz���Ҫ���Ƚϸ���ʱ,���������ṩ���ͼֽ����ϸ�����������ǵķ��Ź�˾ר��Ϊ����˰ѹء��������ʣ��룺����һ���ᾡ�ľ���Ϊ���ṩ���ʵķ����ṩȫ��“����ϵͳ�������"��Ҳʮ��Ը������û���������������������⡣
-
��Ӧ�̵����������Ϣ
�鿴����




�� ��
-
��Ʒ����
�Զ�������





